

| 品牌:华菱超硬 | 型号:CNGA1204,DNGA1504,WNGA0804,TNGA1604 | 类型:精车刀 |
| 材质:聚晶立方氮化硼 | 适用机床:车床 | 标准编号:84521121102 |
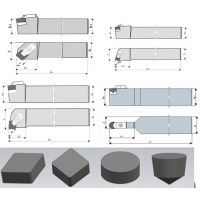
| 车刀角度:45度,75度,95度车刀杆度 | 是否进口:否 | 是否涂层:非涂层 |
| 规格:BN-K20 BN-S30 | 加工范围:广泛应用于灰铸铁,耐磨合金铸铁,夹砂、白口铸铁和各种铸钢,淬硬钢材料,热喷涂喷焊,激光熔覆修复,堆焊 | 是否库存:库存 |
| 是否批发:批发 | 加工方式:干式切削 | 封装:盒装 |
白口铸铁(白口铁)刀具车加工不动,崩刃怎么选择刀具
车(精车)白口铸铁刀具容易崩刃,车不动等问题,白口铸铁属于难于加工问题欢迎致电?15638121553吴百利?郑州华菱?市场部
白口铁:含碳量2.01~4.3%,碳以渗碳体(Fe3C)形式存在,断口白亮。(含碳量4.3%时含碳量2.01~4.3%在铁中饱和。)
白口铸铁在铸造工艺出现了白口,而且产生白口部位表面硬度很高,由于白口分布不均匀性,对于刀具来说属于断削加工(精车),需要刀具耐冲击性,耐磨性等性能要求很高。
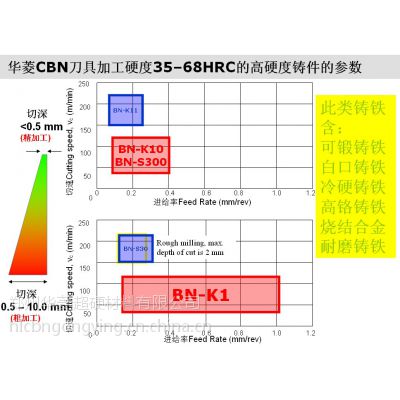
白口铸铁中国早在春秋时代就制成了抗磨性良好的白口铸铁,用作一些抗磨零件。这种铸铁具有高碳低硅的特点,有较高的硬度,但很脆,用得***的是含铬量为12%~20%的高铬白口铸铁,组织中形成(cr,Fe)7C3的碳化物。奥贝球铁和白口铸铁加工(精车)用超硬专用刀片已经被证实是可靠的专用刀片。白口铸铁又含高铬白口铸铁(简称为灰铁白口),中铬,低铬白口铸铁,也包括常见的普通铸铁含白口现象,华菱超硬作为超硬专用刀片行业先驱者,对铸铁材质加工与专用刀片材料方面的研究一直***,推出的非金属粘结剂超硬专用刀片材料(HL超硬专用刀片)BN-K1牌号具备了***的抗冲击韧性和耐磨性平衡。BN-K1牌号常用与高专用铸铁加工领域,如高铬专用铸铁,高镍铬冷硬铸铁,等温淬火后的球墨铸铁,高硅铬钼专用铸铁等材质。
精车加工白口铸铁切削参数线速度Vc=450-550mm/min?,进给量Fr=0.15-0.20mm/r,切刀深度aP=<0.30MM.加工方式:干式切削
精车加工白口铸铁常用刀片型号:CNGA120404(08),DNGA150404(08),TNGA160404(08),WNGA080404(08),CCGW09T304(08).
华菱品牌刀片性能:
硬度HRC97左右,适合加工HRC35—HRC79硬度之间的高硬度材料,也适合高速切削普通灰口铸铁和球墨铸铁,抗冲击性和耐磨性的***平衡。可高速高效精加工;亦可用于普通机床,进行低/中速状态下的粗加工和半精加工;广泛应用于灰铸铁,耐磨合金铸铁,夹砂、白口铸铁和各种铸钢,淬硬钢材料,热喷涂喷焊,激光熔覆修复,堆焊件等难于加工材料的加工。可承受大切深、大走刀,能适应断续切削。
适合加工方式:车削加工(含粗车、精车,车槽);铣削加工(含粗铣、精铣)、镗削加工(含粗镗、精镗)
适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/车削加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心,
作为全球超硬材料行业里最有影响力的企业之一,华菱超硬超硬材料CBN超硬刀具更是享誉轧辊、水泵、风电、压缩机、轴承、齿轮、汽车变速系统、发动机系统、刹车盘等机械加工领域。
凡是购买我司郑州华菱 超硬刀具 均***,全程技术跟踪服务。
白口铸铁(白口铁)刀具车加工不动,崩刃怎么选择刀具

华菱超硬前身是河南超硬材料研究所,是专业生产立方氮化硼刀具的高新技术企业,在业内针对灰铸铁,各种耐磨铸铁/铸钢,淬火钢等材质进行刀具研发。主导产品焊接复合式立方氮化硼刀具和整体立方氮化硼聚晶刀片,获得多项实用型专利,尤其在间断切削淬火钢、高铬白口铸铁加工等诸多领域,引领着世界***水平!在超硬刀具学术界享有很高声誉! 公司以国家超硬材料重点实验室和河南科技大学为技术依托,自备超硬刀具研发中心,已承担并完成了***“产学研”工程和CBN制品科技攻关项目,目前正在实施国家示范工程项目和“宝石级金刚石制品”计划项目。 发展历程: 2002年,河南超硬材料研究所创立,主要以立方氮化硼刀具、高品级金刚石为研究方向。有博导2人、教授3人、副教授5人、研发博士、硕士12人;拥有六面顶高压设备及激光热导率仪等多台大型设备,总价值1800余万元。2003年末期,针对高铬白口铸铁、冷硬铸铁材质研发出立方氮化硼刀具BN-K1牌号,2004年,推出针对淬火钢精加工用立方氮化硼刀具BN-H1牌号,在国内焊接复合立方氮化硼刀具领域一直处于***。 在国内***提出粗加工用“立方氮化硼整体聚晶刀片”概念,产品在粗加工高铬白口耐磨铸铁领域取得***一致认可。并以立方氮化硼刀具的技术转让和企研合作相结合的模式,对我国超硬材料行业做出了巨大贡献。 2005年,推出淬火钢断续切削用立方氮化硼刀具牌号BN-S10,打破了立方氮化硼刀具不能用于强断续大余量车削淬硬钢的神话,是立方氮化硼刀具行业的世界性突破! 2007年针对灰铸铁加工推出立方氮化硼整体聚晶刀片BN-K30牌号,打破了国外立方氮化硼刀具在高速切削灰铸铁领域的垄断局面!2008年推出高温合金粉末冶金加工专用立方氮化硼刀具牌号BN-S50。 2009年,针对国内机械加工行业特性,推出了适合低速切削用立方氮化硼刀具牌号BN-S20,广泛服务于低速重载型中小企业用户。 2010年,研制出国内首颗1.7克拉重量蓝色宝石级金刚石。至此,共获国家专利25项。 公司服务宗旨:“量体裁衣”每个用户的加工状况,针对性做出***化的解决方案。
点击查看>| 企业类型 | 私营有限责任公司 | 注册资本 | 300.00万人民币 |
| 公司注册地址 | 郑州市高新技术开发区樱花街5号 | 统一社会信用代码 | 91410100579214912T |
| 登记机关 | 郑州市工商行政管理局 | 法定代表人 | 吕文乾 |
| 公司成立日期 | 2011-07-06 | 营业期限 | 2021-07-05 |
| 经营范围 | 我司主要经营产品详细如下: 整体立方氮化硼刀片,华菱刀具,氮化硼陶瓷刀片,CBN刀具,CBN刀粒,立方氮化硼刀片,CBN车刀杆,氮化硼刀具 ,陶瓷刀片 | ||
-
¥185.00
-
¥185.00
-
¥175.00
-
¥180.00
-
¥195.00
-
面议
-
¥185.00
-
¥185.00
-
¥1.00
-
¥185.00
-
¥185.00
-
¥185.00
